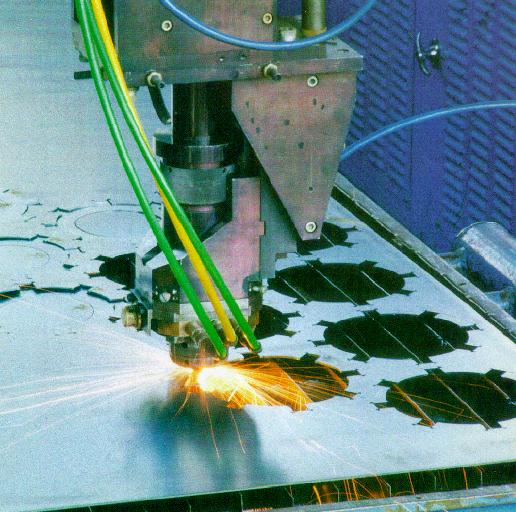
se využívá v případě, kdy je nutné oddělit materiál s malou tepelnou vodivostí. Při laserovém řezání je snahou odpařit materiál co nejrychleji při zachování co nejmenší oblasti zasažené tepelnými účinky. Nejpoužívanějšími lasery v tomto oboru jsou opět kontinuální CO2 lasery se středním výkonem do 15 kW. Ve většině průmyslových aplikací využívajících laserové řezání se přivádí koaxiálně s laserovým svazkem na místo řezání proud plynu. Pro řezání kovů se přivádějí reaktivní plyny, jako např. kyslík. Dochází pak k exotermické reakci, která urychluje proces řezání. Tímto způsobem jsou řezány např. titan, oceli s nízkým obsahem uhlíku a nerezové oceli. Pro řezání nekovových materiálů, jako jsou keramika, plasty a dřevo, je na místo řezání přiváděn inertní plyn, sloužící pouze k odstraňování roztaveného a odpařeného materiálu. Tímto způsobem lze řezat rovněž textilní materiály, papír a sklo. Výhodou laserového řezání je velká rychlost, řezání různých tvarů (obr. 4), možnost automatizace, bezkontaktní působení, dobrá kvalita řezu a malá zóna tepelného působení.