Soudobé strojírenství klade stále vyšší nároky na materiály používané k
výrobě strojních součástí:
Takové požadavky, do jisté míry protichůdné, mohou obvyklé materiály splňovat jen
výjimečně, navíc při značných nárocích na cenu materiálu a při vysoké ceně za
jeho zpracování.
V mnoha případech nabízí přijatelné řešení vhodná úprava povrchu materiálu. V
poslední době se stále častěji uplatňují aplikace fyziky plazmatu ve
strojírenských technologiích a to cestou modifikace povrchů součástí dopadem
ionizovaných částic nebo vytvářením povrchových povlaků se speciálními
vlastnostmi. Takové technologie se označují jako plazmově podporované metody.
Příklad
Jako příklad uvedeme lopatky leteckých turbinových motorů :
Požadavek co nejvyšší účinnosti motorů a tím snížení spotřeby paliva a
snížení nežádoucích exhalací vyúsťuje v požadavek co nejvyšší pracovní
teploty a co nejvyšších otáček motorů. Pracovní teploty lopatek jsou okolo 900 oC
a jejich zvýšení o několik málo desítek stupňů přináší podstatné zvýšení
účinnosti motoru. Zvyšování teploty i otáček je především omezováno vlastnostmi
lopatek turbin, neboť ty jsou nejvíce namáhanými částmi motorů. Lopatky jsou
vyráběny z niklových slitin, které sice zaručují dostatečnou pevnost a
houževnatost, ale nevykazují dostatečnou odolnost proti korozi při zvýšených
pracovních teplotách. Řešení rozporu mezi požadavky vyhovujících pevnostních
vlastností lopatky a odolnosti povrchu lopatky proti oxidaci spočívá v tom, že na
lopatky zhotovené z původní a osvědčené niklové slitiny je nanášen keramický
povlak o tlouštce 30-50 mikronů. Díky nízké tepelné vodivosti keramiky i na tak
malé tlouštce povlaku vzniká pokles teploty až o sto kelvinů a povlak navíc povrch
lopatky chrání před přímým kontaktem s chemicky agresivními spalinami. Podobných
příkladů lze uvést mnoho i z jiných oblastí techniky : protiklady v požadavcích na
zvyšování tvrdosti a otěruvzdornosti pracovních ploch obráběcích nebo tvářecích
nástrojů při zachování jejich objemové pevnosti a houževnatosti nebo v
požadavcích na otěruvzdornost a tvrdost povrchu optických prvků (čoček, filtrů) v
případech, kdy jsou tyto prvky vyráběny ekonomicky nenáročnými technologiemi z
relativně měkých plastů.
 Technologie, které pro výrobu
povlaků nebo modifikování povrchů používáme, jsou založeny na využití
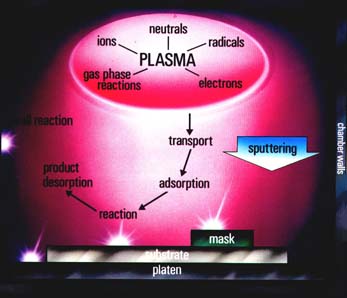
vlastností nízkoteplotního plazmatu. Základní schema výrobního
procesu je na obr.1. Látku, která má být vpravena do povrchové vrstvy součástí
nebo nanesena na součásti ve formě povlaku, je třeba převést do plynné fáze. Atomy
nebo molekuly látky jsou v plynné fázi částečně ionizovány a
dostávají se do styku s plazmatem vznikajícím ve výboji v pracovním plynu. Tento výboj je hlavním zdrojem energie pro
technologický proces. Tok částic látky může být usměrňován účinkem
elektrického pole nebo kombinací elektrického a magnetického pole na povrch
součástí kde se částice usazují a poté buď difundují do povrchové vrstvy
součásti nebo vytvářejí povlak. Součásti mohou mít vůči plazmatu předpětí,
tj. mohou být připojeny na zdroj napětí, který v jejich okolí vytváří další
elektrické pole ještě více urychlující částice dopadající na povrch.
Technologie, které pro výrobu
povlaků nebo modifikování povrchů používáme, jsou založeny na využití
vlastností nízkoteplotního plazmatu. Základní schema výrobního
procesu je na obr.1. Látku, která má být vpravena do povrchové vrstvy součástí
nebo nanesena na součásti ve formě povlaku, je třeba převést do plynné fáze. Atomy
nebo molekuly látky jsou v plynné fázi částečně ionizovány a
dostávají se do styku s plazmatem vznikajícím ve výboji v pracovním plynu. Tento výboj je hlavním zdrojem energie pro
technologický proces. Tok částic látky může být usměrňován účinkem
elektrického pole nebo kombinací elektrického a magnetického pole na povrch
součástí kde se částice usazují a poté buď difundují do povrchové vrstvy
součásti nebo vytvářejí povlak. Součásti mohou mít vůči plazmatu předpětí,
tj. mohou být připojeny na zdroj napětí, který v jejich okolí vytváří další
elektrické pole ještě více urychlující částice dopadající na povrch.
Nebudeme se dále zabývat metodami modifikujícími povrchové vrstvy materiálu jako
jsou iontová implantace nebo plazmová nitridace, ale
soustředíme se na vytváření povlaků. Způsoby nanášení povlaků rozlišujeme
především podle metody používané pro uvedení materiálu do plynné fáze :
Chemická depozice z plynné fáze (CVD = chemical vapour deposition) : materiál pro
povlaky (titan, hliník, uhlík) je do pracovní komory přiváděn již v plynné fázi -
TiCl4, AlCl3, CH4. V komoře se kombinovaným účinkem
výboje a vysoké teploty součástí tyto plyny rozkládají, reagují s pracovními
plyny a vzniklé sloučeniny (TiN, TiC, TiCN, Al2O3) kondenzují na
povrchu součástí.
Nevýhoda : vysoká teplota potřebná pro rozklad sloučenin (možnost nevratných
změn vlastností materiálů), vznik ekologicky závadných vedlejších produktů,
omezený rozsah prvků, které mají sloučeniny v plynném skupenství.
Moderní varianta : používá se vysokofrekvenční buzení výboje, do plynu se zavádí
elektromagnetické záření s frekvencemi řádově stejnými, jako jsou užívány v
mikrovlnných troubách.
Vytváření povlaků přechází z pevné do plynné fáze fyzikálními pochody : vypařováním nebo naprašováním . Oba tyto
pochody se provádějí za sníženého tlaku, obvykle při tlaku nižším než je 0,1 Pa
(tj. řádově milionkrát nižším než je atmosférický tlak). Součásti, na které
mají být nanášeny povlaky, se umisťují do blízkosti vypařovacího nebo
naprašovacího zařízení tak, aby atomy nebo molekuly vypařené látky se usazovaly na
jejich povrchu.
Vypařování
 Vypařování využívá
skutečnosti, že bod varu látek klesá s tlakem neboli že tlak
nasycených par látky roste s teplotou. Pro získání par pevných látek jsou proto
za nižších tlaků třeba podstatně nižší teploty než za atmosférického tlaku.
Vypařování využívá
skutečnosti, že bod varu látek klesá s tlakem neboli že tlak
nasycených par látky roste s teplotou. Pro získání par pevných látek jsou proto
za nižších tlaků třeba podstatně nižší teploty než za atmosférického tlaku.
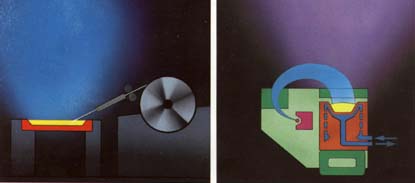
Základní způsoby ohřevu materiálu nad bod varu jsou znázorněny na obr. 2 .
Historicky nejstarší (počátek století) je tento způsob : Materiál je umístěn v
kovovém kelímku, kterým prochází silný elektrický proud.
Kelímek (správně se nazývá vypařovací lodička) se průchodem proudu ohřívá,
předává teplo napařovanému materiálu a ten se po překročení bodu varu vypařuje.  Je zřejmé, že pro tento způsob vypařování musí mít
vypařovaný materiál nižší teplotu varu, než je teplota tání materiálu
vypařovací lodičky ( wolfram 3380 oC, molybden 2610 oC, tantal
2997 oC) a dále nesmí vypařovaná látka s materiálem lodičky tvořit
slitinu. Nejnovější vývoj v této oblasti přinesl výrobu vypařovacích lodiček z
nitridu boru (teplota tání asi 1400 oC), který je vodivý a netvoří
slitiny ani nereaguje s obvykle napařovanými materiály. Materiály s vysokým bodem
varu se s výhodou vypařují pomocí ohřevu elektronovým svazkem. Vypařovaný
materiál je umístěn ve vodou chlazeném měděném kelímku a je ohříván dopadem
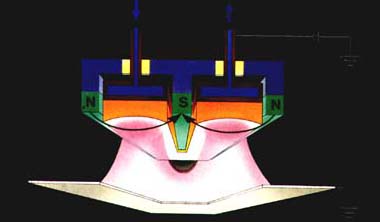
svazku elektronů vysílaném elektronovou tryskou. Nejrychlejší způsob ohřevu je
ohřev nízkonapěťovým obloukem. Mezi stěnou pracovní komory (anodou) a vypařovanou
elektrodou (katodou) hoří oblouk, který je na katodě soustředěn do malé
pohybující se plochy (katodová skvrna), viz obr.3.
Je zřejmé, že pro tento způsob vypařování musí mít
vypařovaný materiál nižší teplotu varu, než je teplota tání materiálu
vypařovací lodičky ( wolfram 3380 oC, molybden 2610 oC, tantal
2997 oC) a dále nesmí vypařovaná látka s materiálem lodičky tvořit
slitinu. Nejnovější vývoj v této oblasti přinesl výrobu vypařovacích lodiček z
nitridu boru (teplota tání asi 1400 oC), který je vodivý a netvoří
slitiny ani nereaguje s obvykle napařovanými materiály. Materiály s vysokým bodem
varu se s výhodou vypařují pomocí ohřevu elektronovým svazkem. Vypařovaný
materiál je umístěn ve vodou chlazeném měděném kelímku a je ohříván dopadem
svazku elektronů vysílaném elektronovou tryskou. Nejrychlejší způsob ohřevu je
ohřev nízkonapěťovým obloukem. Mezi stěnou pracovní komory (anodou) a vypařovanou
elektrodou (katodou) hoří oblouk, který je na katodě soustředěn do malé
pohybující se plochy (katodová skvrna), viz obr.3.
Naprašování
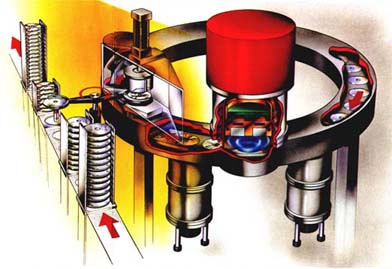
 Naprašování je založeno na
sekundární emisi iontů. Ionty pracovního plynu jsou urychlovány elektrickým polem a
dopadají na povrch naprašovaného materiálu ve formě plochého nebo válcového terče
(targetu), viz. obr 4. jejich účinkem jsou z povrchu vytrhávány atomy terče, které
se často průchodem oblasti ionizovaného pracovního plynu samy ionizují a dopadají na
povrch povlakovaných součástí. Rozsah naprašovaných pevných látek je veliký,
vyloučeny jsou jen látky s nízkou tenzí nasycených par za pokojové teploty. Je
třeba však rozlišovat látky elektricky vodivé a elektricky nevodivé. V druhém
případě musí být zabráněno nabíjení terče použitím střídavého elektrického
pole.
Naprašování je založeno na
sekundární emisi iontů. Ionty pracovního plynu jsou urychlovány elektrickým polem a
dopadají na povrch naprašovaného materiálu ve formě plochého nebo válcového terče
(targetu), viz. obr 4. jejich účinkem jsou z povrchu vytrhávány atomy terče, které
se často průchodem oblasti ionizovaného pracovního plynu samy ionizují a dopadají na
povrch povlakovaných součástí. Rozsah naprašovaných pevných látek je veliký,
vyloučeny jsou jen látky s nízkou tenzí nasycených par za pokojové teploty. Je
třeba však rozlišovat látky elektricky vodivé a elektricky nevodivé. V druhém
případě musí být zabráněno nabíjení terče použitím střídavého elektrického
pole.
 Fyzikální metody depozice
povlaků dále rozlišujeme podle pracovního plynu : jde-li o plyn, který chemicky
nereaguje s látkou povlaku (obvykle se používá argon), jde o nereaktivní depozici
povlaku. Větší význam však má depozice při použití směsi plynu inertního a
plynu s materiálem povlaku reagujícím. Povlak je tedy tvořen sloučeninou a to často
s takovými vlastnostmi, že ji nelze jinou cestou vytvořit. Depozici v tomto případě
označujeme jako reaktivní. Jako příklad lze uvést povlak nitridu titanu (TiN), který
je deponován vypařováním nebo naprašováním titanu ve směsi argonu a dusíku. Jako
příklad aplikace této metody ve výrobě můžeme uvést metalizaci CD disků obr 5.
Fyzikální metody depozice
povlaků dále rozlišujeme podle pracovního plynu : jde-li o plyn, který chemicky
nereaguje s látkou povlaku (obvykle se používá argon), jde o nereaktivní depozici
povlaku. Větší význam však má depozice při použití směsi plynu inertního a
plynu s materiálem povlaku reagujícím. Povlak je tedy tvořen sloučeninou a to často
s takovými vlastnostmi, že ji nelze jinou cestou vytvořit. Depozici v tomto případě
označujeme jako reaktivní. Jako příklad lze uvést povlak nitridu titanu (TiN), který
je deponován vypařováním nebo naprašováním titanu ve směsi argonu a dusíku. Jako
příklad aplikace této metody ve výrobě můžeme uvést metalizaci CD disků obr 5.
Tato skutečnost souvisí s tím, že při chemickém i fyzikálním způsobu nanášení
povlaku můžeme ovlivňovat energii iontů dopadajících na povrch povlakované
součásti a tím významně ovlivňovat i vlastnosti povlaků :
Jestliže toky energie nesené částicemi do místa vytváření povlaku jsou
dostatečně nízké a celý proces je proto pomalý, vytvářejí se povlaky za stavu,
který se velmi blíží stavu termodynamické rovnováhy. Vlastnosti povlaku se
pak prakticky neliší od vlastností téhož materiálu ve velkém objemu.
Příklad
Napařování hliníku na dostatečně teplý skleněný povrch. Atomy vypařované z
povrchu hliníku zahřátého za nízkého tlaku na teplotu varu kondenzují na povrchu,
jehož teplota je dostatečně vysoká, takže atomy mají dostatek energie a času
přesunout se na povrchu do míst s minimální energií a vnitřní pnutí ve
vytvářeném povlaku mají dost času na relaxaci. Výsledek je obecně známý : kovově
lesklý povlak s velmi doboru přilnavostí k povrchu.
Výhodou plazmově podporovaných procesů růstu povlaků je však možnost
realizovat tyto procesy dostatečně rychle a s vysokým přísunem energie. Výsledkem je
vytváření povlaků o struktuře a složení, kterých nelze v rovnovážných stavech
dosáhnout. Některé typy povlaků rostoucích za podmínek silně vzdálených od
termodynamické rovnováhy mají překvapivé vlastnosti, které umožňují řešit
zmíněný rozpor mezi odlišnými povrchovými a objemovými vlastnostmi.
Spektrum povlaků, ketré se touto cestou vyrábějí, je překvapivě široké a širší
veřejnosti je praktiky neznámé, i když jste se s nimi určitě již setkali. Uveďme
několik příkladů :
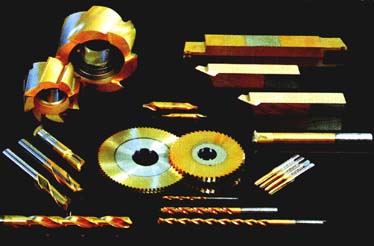 Povlaky nitridu titanu vynikají
vysokou tvrdostí a vysokou odolností proti opotřebení, chemickou stálostí a
zvláštními fyzikálními vlastnostmi. Používají se jako povlaky vrtáků,
soustružnických nožů, závitníků apod., kdy často několikanásobně zvyšují
životnost nástrojů a zrychlují obrábění, viz obr.6. Stejný účinek mají na
lisovacích nástrojích, prodlužují životnost forem pro lisování umělých hmot a
díky parametrům povrchu zvyšují i kvalitu výlisků. TiN má zlatavou barvu a proto je
často používán pro dekorativní účinky ve šperkovnictví, jako povlak na brýlové
obroučky, hodinková pouzdra atd. Od zlatých povlaků je prakticky nerozeznatelný, ale
má mnohonásobně vyšší odolnost proti odření. V poslení době se objevují TiN
povlaky i na chirurgických nástrojích - vedle zvýšení životnosti a vyšší
hladkosti řezu se využívá i antibakteriálních účinků tohoto typu povlaku.
Povlaky nitridu titanu vynikají
vysokou tvrdostí a vysokou odolností proti opotřebení, chemickou stálostí a
zvláštními fyzikálními vlastnostmi. Používají se jako povlaky vrtáků,
soustružnických nožů, závitníků apod., kdy často několikanásobně zvyšují
životnost nástrojů a zrychlují obrábění, viz obr.6. Stejný účinek mají na
lisovacích nástrojích, prodlužují životnost forem pro lisování umělých hmot a
díky parametrům povrchu zvyšují i kvalitu výlisků. TiN má zlatavou barvu a proto je
často používán pro dekorativní účinky ve šperkovnictví, jako povlak na brýlové
obroučky, hodinková pouzdra atd. Od zlatých povlaků je prakticky nerozeznatelný, ale
má mnohonásobně vyšší odolnost proti odření. V poslení době se objevují TiN
povlaky i na chirurgických nástrojích - vedle zvýšení životnosti a vyšší
hladkosti řezu se využívá i antibakteriálních účinků tohoto typu povlaku.
Povlaky diamantového typu zahrnují celou škálu povlaků tvořených různými
modifikacemi uhlíku. Zvyšují otěruvzdornost nástrojů a strojních součástí,
zlepšují odolnost proti korozi atd. V těchto povlacích se vyskytují struktury, které
ve větších objemech nelze vůbec připravit.
Povlaky z tzv. superslitin, např. slitiny kobaltu či niklu , chromu, hliníku s
malým podílem některého kovu vzácných zemin (obvykle yttria) jsou užívány jako
ochrana proti korozi za vysokých teplot. Využívá se kombinovaného účinku složek
slitiny : např. hliník se na povrchu oxiduje a vytváří chemicky velmi odolný oxid
hlinitý (korund), yttrium na hranicích zrn blokuje difuzi kyslíku k povrchu součástí
apod. Díky účinkům plazmatu lze povlaky vytvářet ve složení, kterého nelze v
objemovém stavu vůbec dosáhnout.
Nízkoteplotní plazma
Plazma je stav látky charakterizovaný určitým stupněm ionizace, tj. plazma je směs
neutrálních částic a kladných a záporných iontů, přičemž součet nábojů
těchto iontů je ve větších objemech nulový (plazma je tedy elektricky neutrální).
K udržení stavu, kdy se v ionizovaném stavu nalézá řádově 1% částic, jsou třeba
energie odpovídající teplotám řádově 103 K a takové plazma označujeme
jako nízkoteplotní.
Zpět
Částečná ionizace
Částice v plazmatu jsou nejčastěji ionizovány v důsledku vzájemných srážek
neutrálních molekul mezi sebou nebo neutrálních molekul a iontů. Při setkání
kladných a záporných iontů (obvykle elektronů) dochází k jejich spojení
(rekombinaci) a vzniká neutrální molekula nebo atom. Při určité teplotě se ustálí
stav, kdy je ionizována vždy jen část molekul. Teplotě plazmatu odpovídá i poměr
počtu iontů ku celkovému počtu částic. S výjimkou stavu za velmi vysoké teploty a
tlaku (např. v nitrech hvězd), je tento poměr menší než 100 % - říkáme, že
plazma je částečně ionizované.
Zpět
Výboj v pracovním plynu
Plazma pro plazmově podporované metody depozice se zajišťuje pomocí ionizace ve
výboji. Mezi dvěma elektrodami ve zředěném pracovním plynu je elektrické pole, v
němž jsou urychlovány náhodně vzniklé ionty. Tyto ionty mohou při dostatečné
energii nárazem ionizovat neutrální molekuly a v plynu se udržuje určitý stupeň
ionizace. Pracovní plyn se tak stává vodivým, tj. probíhá v něm elektrický výboj.
Zpět
Iontová implantace
Technologický proces, kdy je úpovrch látky bombardován proudem iontů určitého
plynu, urychlených v elektrickém poli o rozdílu potenciálů 104 V a více.
Ionty pronikají do určité hloubky dané jejich energií a druhem materiálu,
neutralizují se a případně pronikají dále pod povrch v důsledku difuze.
Nejobvyklejší aplikace v mikroelektrotechnice je úprava vlastností polovodičových
materiálů, ve strojírenských technologiích implantace dusíku do oceli za účelem
zvýšení tvrdosti, korozivzdornosti, součinitele tření a dalších parametrů.
Zpět
Plazmová nitridace
Technologie úpravy vlastností povrchu součástí pomocí sycení povrchových vrstev
atomy dusíku. Nitridace probíhá za vyšší teploty, upravovaný předmět tvoří
katodu v doutnavém výboji, který hoří mezi ním a stěnou pracovní komory. Po
fyzikální stránce jde o složitý proces vzájemné interakce dusíkových iontů a
materiálu součástí, výsledkem je zvýšení povrchové tvrdosti, odolnosti vůči
únavovým efektům atd.
Zpět
Tlak nasycených par
Stav, kdy páry nad povrchem kapaliny nebo pevné látky jsou s touto látkou v
termodynamické rovnováze. Znamená to, že počet molekul, které se z povrchu kapaliny
odpaří (nebo z povrchu pevné látky sublimují) je v průměru roven počtu molekul,
které dopadají zpět na povrch látky a kondenzují tam. Hodnota tlaku nasycených par
je závislá na teplotě a na vlastnostech látky. Pro běžné látky jsou hodnoty tlaku
nasycených par v závislosti na teplotě tabelovány.
Zpět
Vyrobena na Katedře fyziky ČVUT, 1997