![]()
Zařízení pro iontovou implantaci
V iontovém zdroji vznikají z vhodné látky, jeľ je ve zdroji u.místěna nebo v plynném stavu do zdroje přiváděna, různé kombinace iontů. Extrakční, urychlovací a fokusační elektrody vytvoří svazek urychlených iontů. Ze vąech iontových kombinací extrahovaných z iontového zdroje je třeba vyčlenit ionty poľadované implantační příměsi. K tomu slouľí separátor iontů se clonou. Jako separátor iontů se obvykle pouľívá elektromagnet, mezi jehoľ pólovými nástavci iontový svazek prochází, a v nastaveném magnetickém poli se ątěpí na dráhy s různým poloměrem v závislosti na poměru náboje a hmotnosti iontů. V daląí části implantačního zařízení dochází k rozmítání separovaného iontového svazku ve dvou vzájemně kolmých směre ch, čímľ je dosahována implantace do celé poľadované oblasti s vyhovující homogenitou implantační fluence. Objekty určené k implantaci jsou uchyceny ve vhodném drľáku v terčové komoře. Pro současmé vysokoproudové implantátory se pouľívá mechamického rozmítání, kdy svazek je stacionární a rovnoměrná implantace do celých poľadovaných oblastí je zajią.ována pohyby terčové části. Jsou pouľívány téľ hybridní Systémy, ve kterých je rozmítání v iednom směru zajią.ováno mechanicky (např. rotací bubnu nebo disku, na kterém jsou uchyceny objekty určené k implantaci) a ve druhém směru elektrostaticky nebo magneticky.
Pod1e poľadavků na kvalitu implantace, zvláątě nároků na homogenitu implantované fluence a čistotu svazku, je moľno schema zařízení na obr. 8 roząiřovat nebo naopak redukovat. Často bývá urychlovací subsystém rozdělen na dvě části. Vzhledem k nárokům na separátor iontů se urychlení
na konečnou poľadovanou hodnotu zařazuje aľ po separaci. Mezi clonu (4) a rozmítací elektrody (5) bývá zařazována čočka fokusující iontový svazek na terčík. Má-li se zabránit dopadu neutrálů na terčík, umis.ují se před elektrody rozmítací daląí elektrody, kterén iontový svazek odklánějí do eměru k terčové komoře, zatímco svazek neutrálů zachovává přímý směr. Vysoká kvalita implantace je vyľadována předevąím v polovodičových aplikacích, pro které řada firem vyrábí odpovídající sloľitá, a tudíľ drahá implantační zařízení. Tato zařízení lze po vhodných úpravách (iontového zdroje pro, implantaci poľadovaných příměsí a realizaci velkých fluencí a terčové komory pro uchycení předpokládaných objektů a pro případnou manipulaci s nimi) pouľít i pro strojírenské aplikace. Tak byl upravován např. implantátor firmy Varian/Extrion, model 200-20A 2F, nebo implantátor firmy Applied Implant Technology, model III-A.
Pro aplikace iontové implantace ve strojírenství se nekladou tak vysoké nároky na kvalitu iontového svazku jako v polovodičové technologii. Pro roząířenou implantaci dusíkových iontů ve strojírenských aplikacích je moľné implantátor podstatně zjednoduąit zejména proto, ľe není nutný separátor první takový implantátor byl vyvinut v anglickém jaderném střediku AERE Harwell. V současné době ho vyrrábí firma TECVAC LTD pod označením TECVAC 221. Tento implantátor je v provozu na katedře fyziky strojní fakulty ČVUT v Praze.
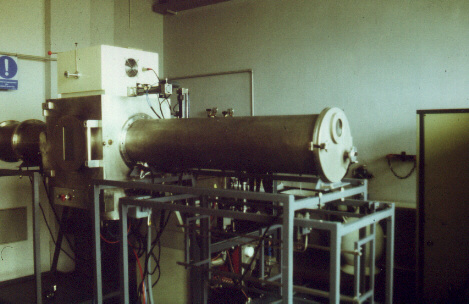
Obr. 3. Implantátor TECVAC 221. Krychlová terčová komora roząířená o dva trubicové nástavce pro implantaci dlouhých součástí.

Obr. 4. Implantátor TECVAC 221. Detail krychlové terčové komory. Vlevo od ní je generátor vysokého napětí (90 kV)

Obr. 5. Implantátor TECVAC 221. Pohled do terčové komory a rotačním vodou chlazeným manipulátorem.
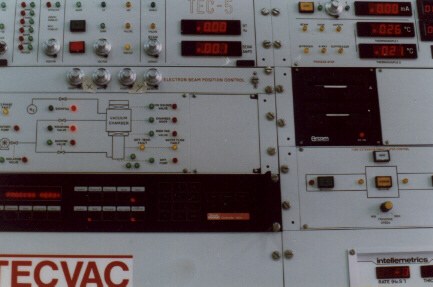
Obr. 6. Implantátor TECVAC 221. Řídíci jednotka.